Die Einstufung der Schutzklasse von Schnittschutzhandschuhen erfolgt in Europa bisher nach der Norm EN 388:2003. Zur Erreichung eines hohen Schnittschutzlevels werden seit einigen Jahren vermehrt technische Materialien – sogenannte Hochleistungsfasern – für Schnittschutzhandschuhe verwendet. Die stetige Weiterentwicklung im Bereich der Materialien erforderte eine Anpassung der Prüfungen und Klassifizierung dieser Produkte, was in der EN 388:2016 umgesetzt wurde.
Prüfverfahren nach EN 388:2003
Die bisherige Schnittschutzprüfung für Schnittschutzhandschuhe wird mithilfe des sogenannten Coupe-Tests durchgeführt. Ein rotierendes Kreismesser bewegt sich mit einer definierten Kraft (5 Newton) auf dem Prüfling hin und her und dreht sich gegenläufig zur Bewegung. Die Schärfe der Klinge wird zu Beginn der Prüfung sowie zum Ende der Prüfung über ein Referenzgewebe (Baumwolle) gemessen. Die Abnutzung der Klinge kann somit bestimmt und im Ergebnis berücksichtigt werden. Der ermittelte Indexwert ergibt sich zum einen aus der Zykluszahl, die benötigt wird um den Prüfling zu durchschneiden, und zum anderem aus dem Abnutzungsgrad der verwendeten Klinge.

Schnittschutztestgerät nach EN 388:2003

Schnittschutztest nach EN 388:2003
Hierbei wird der Widerstand des Handschuhs gegen einen scharfkantigen Gegenstand bei konstantem Kraftaufwand mit wiederholtem Kontakt ermittelt. Zur Bestimmung einer Leistungsklasse nach der EN 388:2003 werden fünf Messungen pro Prüfling durchgeführt. Die fünf Indexwerte werden summiert und der Mittelwert gibt die entsprechende Leistungsklasse für den Schnittschutz eines Schutzhandschuhes an.
| Leistungsstufe | 1 | 2 | 3 | 4 | 5 |
| Index | ≥ 1,2 | ≥ 2,5 | ≥ 5 | ≥ 10 | ≥ 20 |
Prüfverfahren nach EN 388:2016/ISO 13997
Die Änderungen in der neuen DIN EN 388:2016 betrifft insbesondere Schnittschutzhandschuhe, die aus Materialien bestehen, die heute verwendete Klingen abstumpfen lassen (zum Beispiel bei Glasfasern und Stahlfasern). Bei diesen Schutzhandschuhen muss dann zusätzlich die Schnittschutzprüfung nach ISO 13997 durchgeführt und ausgewiesen werden.
Im Testverfahren nach der ISO 13997 wird die Haltbarkeit des Handschuhs gegen einen scharfkantigen Gegenstand bei einem einmaligen Kontakt unter einem höheren Kraftaufwand bestimmt. Hierfür bewegt sich eine lange gerade Klinge einmalig über den Prüfling. Dabei wird die minimale Kraft zum Durchschnitt des Prüflings nach 20 Millimetern bestimmt.

Schnittschutztestgerät nach ISO 13997
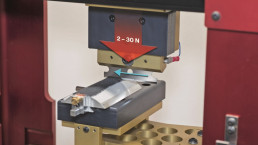
Schnittschutztest nach ISO 13997
Das Ergebnis wird in Newton (N) angegeben und anlehnend an den Newtonwert wird der Prüfling in eine Schnittschutzklasse eingeordnet.
| Leistungsstufe | A | B | C | D | E | F |
| Newtonwert | ≥ 2 | ≥ 5 | ≥ 10 | ≥ 15 | ≥ 22 | ≥ 30 |
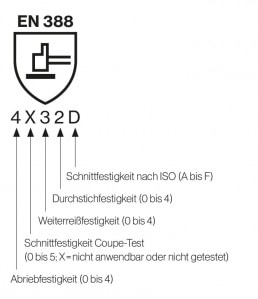
Neue Kennzeichnung von Schnittschutzhandschuhen
Schnittschutzhandschuhe, die nach dem erweiterten Prüfverfahren gemäß EN 388:2016 zertifiziert sind, werden wie folgt gekennzeichnet:
Prüfverfahren im Vergleich zur Erweiterung
Die wesentlichen Unterschiede der beiden Testverfahren liegen:
- in der Klingenform: rund (EN 388) vs. gerade (ISO 13997)
- in der Schneideart: rotierend mit wiederholtem Kontakt (EN 388) vs. gerade mit einmaligem Kontakt (ISO 13997)
- in der Kraftausübung: konstant bei 5 N (EN 388) vs. variabel zwischen 2 und 30 N (ISO 13997)
- in der Klassifizierung der Leistungsstufen: System von 1 bis 5 (EN 388) vs. System von A bis F ( ISO 13997)
Der Test nach der EN 388:2003 ist eher repräsentativ für Arbeiten im Umgang mit scharfen, relativ leichten Gegenständen. Das Testverfahren nach ISO 13997 ermöglicht hingegen eine bessere Aussage über die Schnittbeständigkeit bei Arbeiten mit unterschiedlichen Krafteinwirkungen und stoßartigen Gefahren. Des Weiteren ist die Klassifizierung der Schnittfestigkeit nach der ISO 13997 differenzierter, da diese sich aus sechs Stufen zusammensetzt und die Abstände unter den einzelnen Stufen geringer sind.
Aufgrund der deutlichen Unterschiede im Testverfahren und der Klassifizierung lassen sich die zwei Normen nicht miteinander vergleichen. Es kann daher keine Korrelation zwischen den unterschiedlichen Bewertungsskalen gezogen werden. Eine gute Performance in dem einen Testverfahren bedingt nicht zwangsläufig eine gute Leistung in dem anderen Prüfverfahren.
Was bedeutet diese Änderung für den Anwender?
- Alle bestehenden EN-388-Zertifikate behalten ihre Gültigkeit bis eine Rezertifizierung notwendig ist (maximal fünf Jahre).
- Alle Produkte haben auch weiterhin die gleiche Performance.
- Entscheidend für die richtige Auswahl bleibt die konkrete Anwendung beziehungsweise Schnittschutzgefährdung in der Praxis.
- Als führender Hersteller von Schnittschutzprodukten verfügen wir über die aktuelle Messtechnik beider Normen im eigenen Prüflabor und stehen damit jederzeit für Fragen zur Verfügung.
Aktuelle uvex Schnittschutzhandschuhe im Überblick:
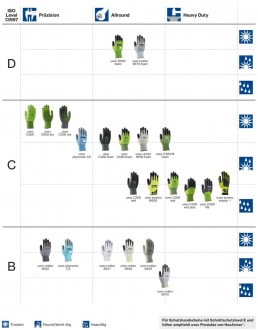
uvex Schnittschutzhandschuhe nach EN 388:2016
Erfahren Sie mehr über das Thema und entdecken Sie unser aktuelles Angebot an Schnittschutzhandschuhen hier: www.uvex-safety.com/de/produkte/schnittschutzhandschuhe/
Hallo liebes uvex safety Team,
aus dem übersandten Produktdatenblatt des uvex C500 dry kann ich nicht erkennen, dass es sich um einen Schutzhandschuh mit erhöhtem Schnittschutz handelt.
Die Kennzeichnung „X X 4 X C“ entspricht nicht automatisch dem Schnittschutzniveau 5. In der Norm EN 388 sind die Schnittschutzniveaus von 0 bis 5 definiert, wobei 0 keinen Schnittschutz und 5 den höchsten Schnittschutz bedeutet. Die zweite Ziffer in der Kennzeichnung bezieht sich auf die Schnittfestigkeit und ist in diesem Fall „X“, was normalerweise „nicht geprüft“ bedeutet.
Das „C“ am Ende sollte wahrscheinlich auf der neuen Norm EN ISO 13997 basieren, aber diese Norm wird im Produktdatenblatt nicht erwähnt.
Können Sie uns die genaue Schnittschutzklasse nennen?
Bis mindestens 2021 haben wir Schnittschutzhandschuhe von UVEX mit folgenden Kennzahlen: Öko-Tex Standard; EN 388; 254X beschafft.
Sind beide Schutzhandschuhe identisch?
Mit freundlichen Grüßen
Anna Rosenberg
Hallo Frau Rosenberg,
wie auf dem Datenblatt vermerkt, wurde der Handschuh bereits nach EN 388:2016 (entspricht – wie im Blogbeitrag erwähnt – der ISO 13997) rezertifiziert – hier kommt also nur die neue Schnittschutzprüfung zum Einsatz. Nach der alten Norm erreichte der Handschuh das Level 5, nach der neuen Norm wird dieser Wert aber nicht mehr abgebildet, da das Material die Klinge beim früheren Verfahren abstumpft und somit nach neuer Norm nicht anwendbar ist. Bei der Rezertifizierung in 2018 wurde das Modell auch bereits nach der neuen Norm geprüft und zertifiziert.
An dem Produkt selbst wurde nichts geändert, es handelt sich also nach aktueller Norm um einen Schnittschutzlevel C Handschuh. Ich hoffe, das hilft Ihnen weiter.
Hallo,
ich hätte eine Anfrage nach Schnittschutzhandschuhen die speziell für den Umgang mit Glasfasern (D=125µm), dünnen Glasstäben (1-3mm) oder für das Zuschneiden von dünnwandigen GlasKapillaren geeignet währen.
Also optimal vor Einstichen schützen…
Bei der gr0ßen Auswahl an Handschuhen fällt es mir schwer die richtigen zu finden.
Vielleicht können sie mir weiter helfen, Danke.
Mit freundlichen Grüßen,
Anne Matthes
Hallo Frau Matthes,
in diesem Bereich ist Stichschutz gefragt ist – Schnittschutz würde bei so dünnem Material vermutlich nicht ausreichen, da die spitzen Enden zwischen den Maschen durch den Handschuh kommen könnten. Hier bieten die Modelle Point Guard Ultra 9032, ThornArmor 3092 und SharpsMaster 9014 von HexArmor sehr hohen Stichschutz, die sind aber somit weniger feinfühlig.
Viele Grüße aus dem uvex safety Team